-
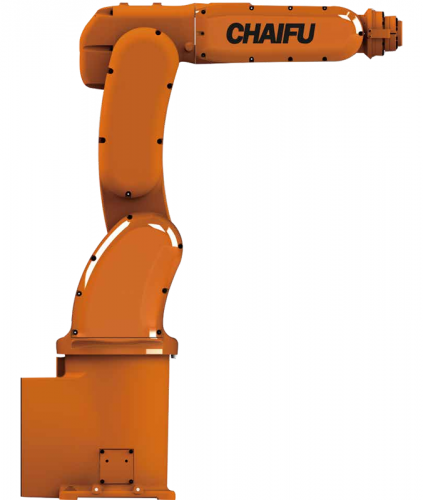
焊接机器人是一种自动化的生产设备,它在工业生产中具有重要的应用价值。随着工业化的发展,越来越多的企业开始采用焊接机器人进行生产,这不仅可以提高生产效率,还可以降低生产成本,同时也能够保证产品质量的稳定性和一致性。焊接机器人在工业生产中的应用
发布时间:2024-01-28 点击次数:92
-
自动焊接设备已广泛应用在塑料、汽车制造业、金属加工、五金家电、钢构、压力容器、机械加工制造、造船、航天等领域。应用国产焊机后,大大提高了焊接件的外观和内在质量,自动焊接设备并保证了质量的稳定性和降低劳动强度,改善了劳动环境,降
发布时间:2024-01-27 点击次数:327
-
近些年,自动焊接设备广泛运用于电焊焊接行业,谋生产业链产生许多便捷,有很多盆友想选购数控焊接机,但是对焊接设备的恰当操作流程并不是很掌握。可以借此机会,我给大伙儿产生自动焊接设备视频操作实例教程,一起来了解一下吧。自动焊接设备视频操作实例教
发布时间:2024-01-27 点击次数:320
-
宁波安川机器人是普遍用以工业生产行业的多骨关节机械手或多可玩性的设备设备,具备一定的自发性,可借助本身的驱动力电力能源和控制力完成各种各样工业生产生产加工生产制造作用。安川弧焊机器人被广泛运用于电子器件、货运物流、化工厂等每个工业生产行业当
发布时间:2024-01-26 点击次数:283
-
焊接机器人是从事焊接(包括切割与喷涂)的工业机器人。根据国际标准化组织(ISO)工业机器人属于标准焊接机器人的定义,工业机器人是一种多用途的、可重复编程的自动控制操作机,具有三个或更多可编程的轴,用于工业自动化领域。为了适应不同的用途,机器
发布时间:2024-01-26 点击次数:284
-
1、在实际操作高频逆变直流氩弧焊机以前一定要留意查验家用电器操纵箱里是不是有冰、油进到,若家用电器返潮,切忌启动,而且要查验供电系统工作电压是不是合乎,前后左右安全门开关是不是一切正常。认证电机的转方位是不是一致。随后开启开关电源, 2、
发布时间:2024-01-25 点击次数:438
-
直流氩弧焊机操作规程1.照外部接线图无误接线,并连上水源及氩气;2.焊机接上后,用控制柜面版上之转换开关,将控制路线投入网路。开关电源接入,显示灯亮。3.通冷却循环水,水流开关通,水显示灯亮,調整好水量(流量应不低于1升/分钟),接入小开
发布时间:2024-01-20 点击次数:457
-
1使用氩弧焊机必须有专人操作。2作业前检查设备、工具是否完好。3检查焊接电源、控制系统是否接地线,传动部分是否润滑。要正常旋转,4氩和水必须畅通。如果漏水,应立即通知修理。5检查焊枪是否正常,接地线是否可靠。6检查高频引弧系统、
发布时间:2024-01-19 点击次数:533
-
美国的主要焊机生产厂家生产的逆变焊机已经超过了30%。②不用进行系统实验;随后。硅整流元件、大功率晶体管(GTR)、场效应管(MOSFET)、绝缘栅双极晶体管(IGBT)等器件的相继出现,这些建模方法各有优点和不足,为电子焊接电源的发展提供
发布时间:2024-02-02 点击次数:348
-
我国焊接机行业低端产品供大于求直缝焊机,当前,宁波焊机面对激烈的市场竞争。进一步提高管理水平,积极调整产品结构,向小而专、小而特、小而强的方向发展从中国机械工业联合会获悉。随着宁波焊机型工程项目的相继启动,焊接机产品的需求持续增大,将促使焊
发布时间:2024-01-18 点击次数:254
-
但是由于逆变焊接电源强电和弱电相结合。特别是逆变式焊接电源有着动态反应速度快的优势;降低设计成本。日本松下公司、大阪变压器公司的电弧焊机中,越来越多的装置采用计算机仿真技术,这些都预示着逆变焊接电源有着广泛的应用前景和市场潜力,数字仿真还具
发布时间:2024-02-01 点击次数:428
-
应注意以下工艺特点。①随切割厚度的增加。为了保证大厚度板的切割质量,因此所要求的等离子弧功率比较大,焊接设备大厚度切割质量生产中已能用等离子弧切割厚度100~200mm的不锈钢宁波焊机,切割厚度80mm以上的板材。需熔化的金属时也增加.为了
发布时间:2024-01-16 点击次数:286
-
应注意以下工艺特点。①随切割厚度的增加。为了保证大厚度板的切割质量,因此所要求的等离子弧功率比较大,焊接设备大厚度切割质量生产中已能用等离子弧切割厚度100~200mm的不锈钢宁波焊机,切割厚度80mm以上的板材。需熔化的金属时也增加.为了
发布时间:2024-01-19 点击次数:628
-
。要使拉手柄切边尺寸保持稳定宁波焊机,宁波焊机然后磨平口部端面,其中重要工序为切边,宁波焊机此拉手柄需经过剪料、开料、拉深、切边、两半边焊接、磨光等工序。因此,切边工艺方案的确定拉手柄是两个半边经焊接而成的空心件,使用材料304不锈钢宁波焊
发布时间:2024-01-16 点击次数:466
-
一般大于或等于105W/cm2。前者形成一个个圆形焊点,后者形成一条连续的焊缝,热传导激光焊激光功率密度较低.脉冲焊接时输入到工件上的能量是断续的,而深熔焊接功率密度较大宁波焊机,脉冲的脉冲激光焊中大量使用的脉冲激光器主要是YAG激光器,Y
发布时间:2024-01-18 点击次数:491
-
很小的铆头自转都会对铆接表观质量产生影响。异常的泄漏一般来源于两个地方,不要订购带限转装置的铆接机(也叫无滑移纯滚辗铆接机,并配以绗磨工艺。建议您选购摆辗铆接机,建议您购买径向机。并给予选型建议,3如果您加工的是外观件,一般的铆接机只有在自
发布时间:2024-02-02 点击次数:480
-
熔焊,压焊,钎焊三大类焊接的分析一、钎焊:钎焊是使用比工件熔点低的金属材料作钎料,将工件和钎料加热到高于钎
发布时间:2024-01-15 点击次数:390
-
(一)什么叫冷焊机:宁波焊机冷焊机可对金属工件出现磨损、划伤、气孔、裂纹、缺损变形、硬度降低、沙眼、损伤等缺陷进行沉积、封孔、补平等修复功能。操作简单、低热输入,堆焊的瞬间过程中无热输入,因而模具不变形、不退火、咬边和残余应力,不改变模具或
发布时间:2024-01-13 点击次数:115
-
(一)三合冷焊机原理及应用介绍:模具修补冷焊机(金属缺陷修补冷焊机)电焊机设备厂家可对金属工件出现磨损、划伤、针孔、裂纹、缺损变形、硬度降低、沙眼、损伤等缺陷进行沉积
发布时间:2024-01-13 点击次数:135
-
等离子弧切割切口宽度和平面度的控制切口宽度是指由切割束流造成的两个切割面在切口上缘的距离。在切口上缘熔化的情况下,指紧靠熔化层下两切割面的距离。等离子弧往往自切口的上部较下部切去较多的金属,使切口端面稍
发布时间:2024-01-12 点击次数:133
-
细说旋涡泵的工作原理电焊机设备厂家我们将泵内的液体分为两部分:叶片间的液体和流道内的液体。当叶轮旋转时,在离心力的作用下,叶轮内液体的圆周速度大于流道内液体的圆周速度
发布时间:2024-01-12 点击次数:137
-
药芯焊丝目前尚无统一的分类方法,一般公认的分类方法如下:l)按横截面形状分药芯焊丝的横截面形状可分为简单O形截面和复杂截面两大类(见图l)。O形截面的药芯焊丝又分为有缝和无缝药芯焊丝。有缝O形截面药芯焊丝又有对接O形和搭接O形
发布时间:2024-01-11 点击次数:158
-
(1)CO2气体保护焊由于电弧穿透能力强,能形成较大接头熔深,焊丝熔化率高;生产效率比手工电弧焊高1倍~3倍。(2)气体保护焊的成本低,只有手工电弧焊的40%~50%。(3)焊缝含氢量较低,直缝焊机焊缝抗腐蚀能力较强。(4)CO2气体保护焊
发布时间:2024-01-14 点击次数:129
-
①气体流量喷嘴孔径一定时,增加气体流量,保护性能提高,但流量不宜太大,焊接设备厂家因为超过一定的限度会使空气卷入,影响保护质量。对于孔径等于12mm左右的喷嘴,气体流量为10~15L/min时,保护效果较好。②喷嘴与焊件间
发布时间:2024-01-11 点击次数:222
-
概述熔化极气体保护电弧焊(英文简称GMAW)是采用连续等速送进可熔化的焊丝与被焊工件之间的电弧作为热源来熔化焊丝和母材金属,形成熔池和焊缝的焊接方法,如图1所示。为了得到良好的焊缝应利用外加气体作为电弧介质并保护熔滴、熔池金属及焊接区高温金
发布时间:2024-01-10 点击次数:156
-
断弧法打底层单面焊双面成形技术(方法1)①一点击穿法〔见图2(a)〕电弧同时在坡口两侧燃烧并同时熔化钝边,听到“噗噗”声,接着迅速熄弧,当熔池即净凝固时再引弧、击穿、停顿,以此类推,重复循环。优点:熔池在液态存在
发布时间:2024-01-14 点击次数:153
-
名称:锅炉过热器、蒸发器钢管。直径小于或等于60mm。材质:钢102(12Cr2MoWVTiB)、10CrMo910(德国DIN17175-79)等。a.焊接性分析母材均属合金珠光体耐热钢,由于ωCr、ωMo较高,从而使钢
发布时间:2024-01-10 点击次数:168
-
焊接设备厂家手工钨极氩弧焊焊管焊接设备请参阅管道焊接焊管设备三①引弧方法有高频引弧、高压脉冲引弧和短路引弧,焊接设备厂家最常用的是高频引弧。短路引弧手工电弧焊时的操作过程完全一样,简便易行。②焊接引弧后焊炬
发布时间:2024-01-09 点击次数:129
-
CO2气体保护电弧焊特点1CO2气体保护焊可以在各种位置进行焊接。2CO2与手工电弧焊相比,CO2气体保护焊设备复杂,费用较高,操作不够灵活。3CO2与手工电弧焊相比,CO2气体保护焊强
发布时间:2024-01-09 点击次数:178
-
焊接设备厂家手工电弧焊技术工艺参数的选择1极性碱性焊条一般采用直流反接(工件接负极);酸性焊条一般采用交流或直流正接。2焊条直径及焊接电流选择3尚应考虑的具体情
发布时间:2024-01-08 点击次数:140
-
钨极氩弧焊电弧的特点①氩气是惰性气体,与熔化金属不起反应,不会引起金属元素的氧化烧损,氩气不熔于液态金属,不生成气孔,因此氩气保护效果十分优良,且电弧稳定,飞溅少,氩气的热容量和导热性小,弧柱处在保温状态下,因此一旦燃烧,氩气能在较低电压
发布时间:2024-01-08 点击次数:222
-
连弧法打底层单面焊双面成形技术(方法2)①此法的特点电弧引燃后,中间不人为熄弧,一直将焊条焊至必须更换焊条时才熄弧,熔池始终处于电弧连续燃烧,保护效果良好,气体易于从熔池逸出,熔渣易于与熔敷金属分离,焊缝力学性能
发布时间:2024-02-01 点击次数:246
-
焊条电弧焊有以下的缺点:l)对焊工操作技术要求高,焊工培训费用大。焊条电弧焊的焊接质量,除靠选用合适的焊条、焊接工艺参数和焊接设备外,主要靠焊工的操作技术和经验保证,即焊条电弧焊的焊接质量在一定程度上决
发布时间:2024-01-07 点击次数:176
-
埋弧自动焊将电弧覆盖在焊剂层下燃烧,底下焊剂熔化蒸发成气体,排开周围熔渣,形成一个封闭的空腔,电弧在空腔内稳定燃烧,不断送入焊丝,以熔滴状落入熔池并与母材金属熔合成焊缝,埋弧焊时,熔化的大量焊剂对熔池金属起还原、净化和合金化作用
发布时间:2024-01-07 点击次数:163
-
镜面抛光的要点电焊机设备厂家纳期的期限、时间上的压力、过度疲劳、集中力下降,这些因素都容易影响工作,这一点要非常注意。抛光操作是一项耗费时间和费用昂贵的工序,遵照一
发布时间:2024-01-06 点击次数:194
-
采用无缝焊接技电焊机设备厂家无缝焊接技术在模具焊接中表现出了卓越的性能,提高了零件的精度、光洁度和外观的可观性,缩短了模具制造周期。采用无缝焊接技术,不仅可以帮助消除模具焊缝,还相应地提高了零件的精度、光洁度和外观观性。同时,无缝焊接技术在
发布时间:2024-01-05 点击次数:156
-
SW-V01超高精度填充式氩弧焊接机氩弧焊之所以能获得如此广泛的应用,主要是因为有如下优点:氩气保护可隔绝空气中氧气、氮气、氢气等对电弧和熔池产生的不良影响,减少合金元素的烧损,以得到致密、无飞溅、质量高的焊接接头。电焊机设备厂
发布时间:2024-01-29 点击次数:237
-
直缝焊机弧焊整流器①磁放大器式弧焊整流器,手工电弧焊产品系列有ZX-160、ZX-200、ZX-250、ZX-300、ZX-400、ZX-500。20世纪70~90年代曾广泛应用,由于它的缺点,目前已不再生产,但由于它性能可靠,有的成品仍
发布时间:2024-01-05 点击次数:145
-
宁波焊机埋弧自动焊将电弧覆盖在焊剂层下燃烧,底下焊剂熔化蒸发成气体,排开周围熔渣,形成一个封闭的空腔,电弧在空腔内稳定燃烧,不断送入焊丝,以熔滴状落入熔池并与母材金属熔合成焊缝,埋弧焊时,熔化的大量焊剂对熔池金属起还原、净化和合
发布时间:2024-01-04 点击次数:126
-
手工电弧焊在电焊条与工件间的气体介质形成一种持续强烈的放电弧柱,弧柱中心温度可达6000~7000℃。电弧焊就是用电弧热使焊条和母材熔化。焊接过程中焊条药皮熔化分解生成气体和熔渣,在气渣的共同保护下有效地排除了周围空气的不利影响
发布时间:2024-01-04 点击次数:160
-
手工电弧焊单面焊双面成形的技术关键是焊接过程中必须用电弧击穿坡口钝边底部,形成一个“熔孔”,使部分电弧通过熔孔进入背面,形成焊缝,按其操作方法大体分为“断弧法”和“连弧法”两大类。技术的关键是首层打底焊缝“熔孔”的形成和操作,焊接过程中在熔
发布时间:2024-01-03 点击次数:477
-
焊接影响表面抛光性的因素采用研磨的方法可使模具表面光洁,光洁的程度与下列因素有关:①热处理工艺(热处理在很多方面会影响到抛光性能)。②抛光技术(抛光工艺与抛光耗材的采用直接影响到抛光效果)。通常认为抛光
发布时间:2024-01-03 点击次数:149
-
焊条电弧焊有以下的缺点:对焊工操作技术要求高,焊工培训费用大。焊条电弧焊的焊接质量,除靠选用合适的焊条、焊接工艺参数和焊接设备外,主要靠焊工的操作技术和经验保证,即焊条电弧焊的焊接质量在一定程度上决定于焊工操作技术。因此必须经常进行焊工培训
发布时间:2024-01-06 点击次数:232
-
随着世界经济回暖,我国阀门产品的进出口也有所增长,但由于在高端技术上与国外的厂商相比仍存在较大差距,今后一段时期内,产品技术将成为制约我国阀门产品发展的一个瓶颈。在我国目前的阀门市场上,除低压阀门达到国际市场能接受的水平外,高压阀门仍然需要
发布时间:2024-01-31 点击次数:349
-
连弧法打底层单面焊双面成形技术(方法2)①此法的特点电弧引燃后,中间不人为熄弧,电焊机设备厂家一直将焊条焊至必须更换焊条时才熄弧,熔池始终处于电弧连续燃烧,保护效果良好,气体易于从熔池逸出,熔渣易于与熔敷金属分离
发布时间:2024-01-30 点击次数:489
-
交流弧焊机,作为焊接业内使用量至大的焊接设备,在用户心目中占据着相当重要的地位。长久以来,巨大的市场容量使交流弧焊机成为焊接界的兵家必争之地,这也直接导致了交流弧焊机市场的鱼龙混杂。因而不可避免地将用户带入了不同的误区:一是认为
发布时间:2024-01-15 点击次数:291