服务热线:
0574-88357826

联系人:张德忠
座机:0574-88357826 88357836
传真:0574-88357853
手机:15088801670
邮箱:742013258@qq.com
网址:www.nbyxhj.com
地址:浙江省宁波市鄞州区潘火街道金谷北路228号中物科技园17幢1502室
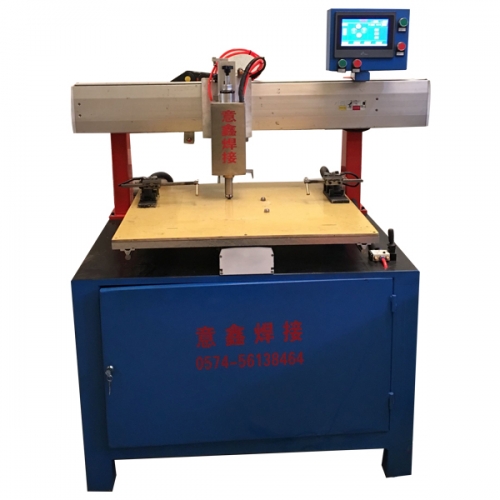
手工电弧焊单面焊双面成形的技术关键是焊接过程中必须用电弧击穿坡口钝边底部,形成一个“熔孔”,使部分电弧通过熔孔进入背面,形成焊缝,按其操作方法大体分为“断弧法”和“连弧法”两大类。技术的关键是首层打底焊缝“熔孔”的形成和操作,焊接过程中在熔池前保持一个“熔孔”,电焊机设备厂家并尽量使熔孔直径均匀,其尺寸应控制在焊条直径的0.8~1.5倍之间。熔孔过大,背面焊缝余高大,还会形成焊瘤或烧穿;熔孔过小,坡口两侧焊根容易造成未焊透。其他各填充层操作要点与电焊机设备厂家各种位置普通操作技术相同。
在坡口一侧(钢管对接一般将坡口开在管体外面),使焊缝正背面成形良好、均匀、无缺陷的焊接技术称为单面焊背面自由成形焊接。以两块钢板对接为例,采用手工电弧焊,在坡口一侧,焊打底层、填充层、盖面层后,必须在背面清根,然后进行封底焊,才能确保全熔透。为什么要进行“清根”?因为在焊打底层时,两块板的根部并没有全部熔合、焊透,在坡口钝边部位的根部会留有气孔、夹渣等缺陷,必须用风铲或碳弧气刨刨一条槽将该处的夹渣及缺陷彻底清除。作为小直径钢管,工人无法进入管道(筒体)内操作,可是为了确保管道焊缝质量,必须全熔透。焊接工作者创造了单面焊双面成形技术,在筒外打底焊时,使背面焊缝自由成形,解决了小直径钢管焊接的关键。在压力容器、管道焊工技能考试时,作为必考项目。